Hohe Effektivität für Ihr Werkzeug: Laserstrahlhärten bei ALTE
Das Laserstrahlhärten zählt wie das Flamm- und Induktionshärten zu den Randschichthärteverfahren. Es können alle Stähle laserstrahlgehärtet werden, welche sonst auch konventionell vergütet werden. Die Funktionsbereiche werden mit dem fokussierten Laserstrahl (Diodenlaser) sehr schnell auf die jeweils erforderliche Umwandlungstemperatur erwärmt. Die Verweildauer des Hochleistungs-Diodenlasers auf der zu härtenden Bauteilzone beträgt nur wenige Sekunden. Für den Abschreckprozess beim Laserstrahlhärten werden keine Hilfsmittel wie Wasser, Öl oder Druckluft benötigt. Das restliche kalte Bauteil schreckt die gelaserte Zone selbst ab (Selbstabschreckung) und verhindert das Umwandeln in einen weicheren Gefügezustand. Die extrem hohe Geschwindigkeit der Wärmeeinbringung bei dem Laserstrahlhärten, bei nahezu gleichzeitiger Selbstabschreckung, reduziert Verzüge erheblich oder ganz (je nach Bauteilgeometrie).
Welchen Nutzen haben Sie durch das Laserstrahlhärten?
- schnelle Durchlaufzeiten im Vergleich zu dem üblichen Vergüten
- unterschiedliche Laser-Spurbreiten sorgen für individuelle Lösungen
- Einhärtetiefen bis 1,3mm, in Abhängigkeit von dem eingesetzten Werkstoff bzw. dem C-Potential und der Bauteilgeometrie, möglich
- gerade bei Low-Volume-Werkzeugen eine schnelle und sichere Option
Die Einsatzbereiche für das Laserstrahlhärten sind:
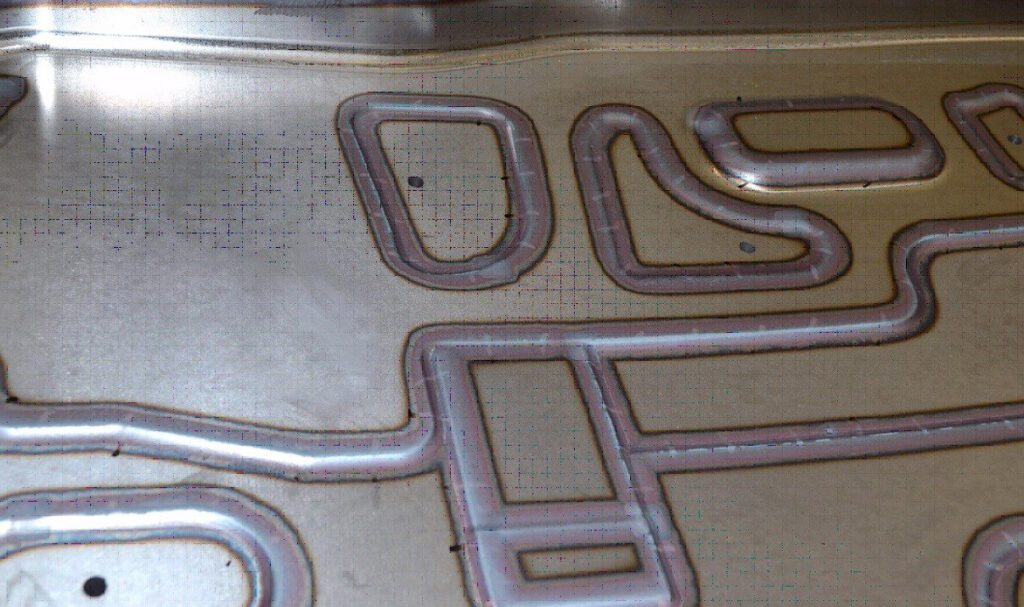
- Werkzeuge und Formen der Umformtechnik
- Biege- und Schneidkanten
- Tauch- und Schließkanten
- Getriebe- und Motorenkomponenten
- Maschinenbetten
- Pinch-Presswerkzeuge
- Substitution von Bauteilen, welche induktivgehärtet werden
Infos zum genauen Wärmebehandlungsablauf, erreichbare Härten etc. finden Sie in unserer Broschüre: